3. Weld Identification
Tutorial
This tutorial shows how to use the “Identify Welds” function and explains the usage of its options.
In this tutorial we will show you how you can use the weld identification tool to create the weld paths on an imported assembly. We will also look at the weld identification settings and how they change the way welds paths are identified within your project.
Prerequisites and Resources
This walkthrough uses an example part which can be downloaded here. Additionally, if you haven’t yet installed Verbotics Weld or imported any cells, see our installation tutorial first.
Video Tutorial
Step-by-Step Guide
Project Preparation
To start, create a new blank project with your preferred cell.
With a blank project created, let’s get our part by clicking “Import Part” and select the “Identification Assembly” example part available for download at the top of the page. Before we can get into the various options, you’ll have to rotate the assembly to be clearly in view. Right click the assembly in the workspace and click the Translate/Rotate settings, now set the Z-axis rotation to be 90 degrees.
You’re now ready to begin identifying welds. There are two ways you can do this:
Click
Identify Weldsin the Llan tab located on the ribbon, this will identify welds for all parts of the imported assembly.In the workspace tab, select the part(s) you’d like to identify welds for. Then click
Identify Weldsin the Plan tab on the ribbon. This will only identify welds on the parts you’ve selected.
After you do this, you will see the following window open:
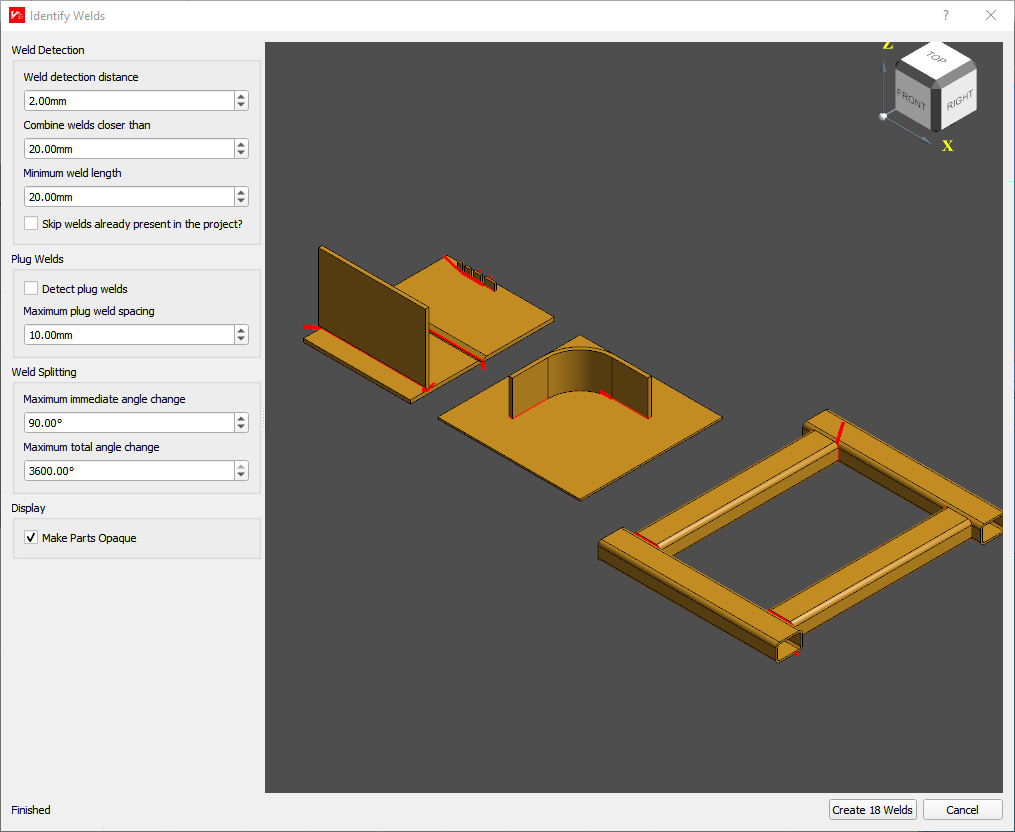
Identify Welds Window
On the right side, you’ll see the assembly you’ve imported. If you haven’t selected any parts specifically, the entire assembly will appear orange. But if you’ve selected parts prior to clicking Identify Welds, only the parts you’ve selected will appear orange.
Note
Parts that have been selected will show up as orange in the Identify Welds window. Any parts that have been deselected will appear grey and will NOT have welds identified for these parts. To include parts, click on them within the Identify Welds 3D Display, or select entire sections in the main window’s workspace then start Identify Welds.
On the left, you will see all the options for identifying welds. For this tutorial, we’ve got specific values for each of these shown below. Set each of the values to mirror the values shown below.
Initial Values for Options
Weld detection distance |
1.0mm |
Minimum weld length |
35.0mm |
Maximum Plug Weld Spacing |
1.0mm |
Maximum immediate angle change |
0° |
Maximum total angle change |
90° |
General Information
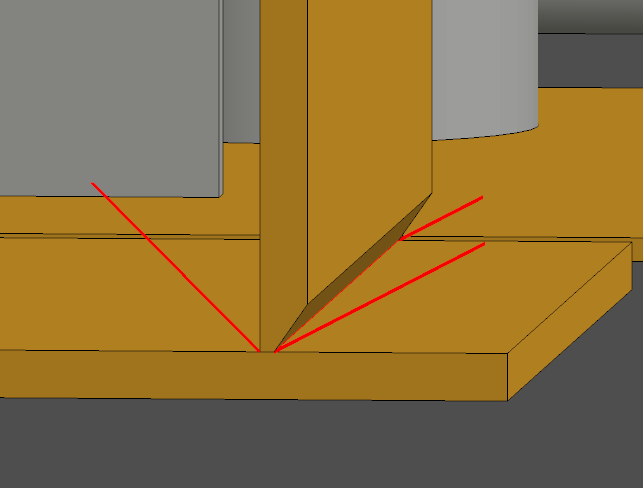
Before we get into the various options, it’s important to understand what the red lines representing welds mean. If we look at the current welds identified on part 1. You’ll notice how each weld consists of a line extending along the length of the to be welded part , as well as 2 perpendicular lines extending out at the ends. These 2 perpendicular lines represent the start and end points of the weld identified.
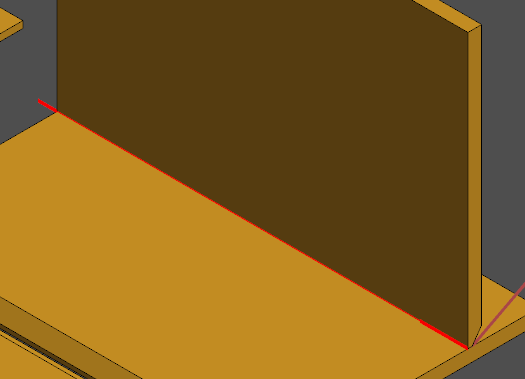
Example Weld on Part 1
It’s important to note that while in the tutorial video above, the Identify Welds window is often closed, when you’re identifying welds on your own projects make sure to click the Create Welds button to add the identified welds to your project.
With that information covered, we can now get straight into the first step of the tutorial.
Step 1: Weld Detection Distance
The first set of options you will be learning about are the “Weld Detection” options.
For a start, let’s focus on part 1 in the example assembly. To do this, go ahead and select “Part 1” in the workspace tab and then click Identify Welds.
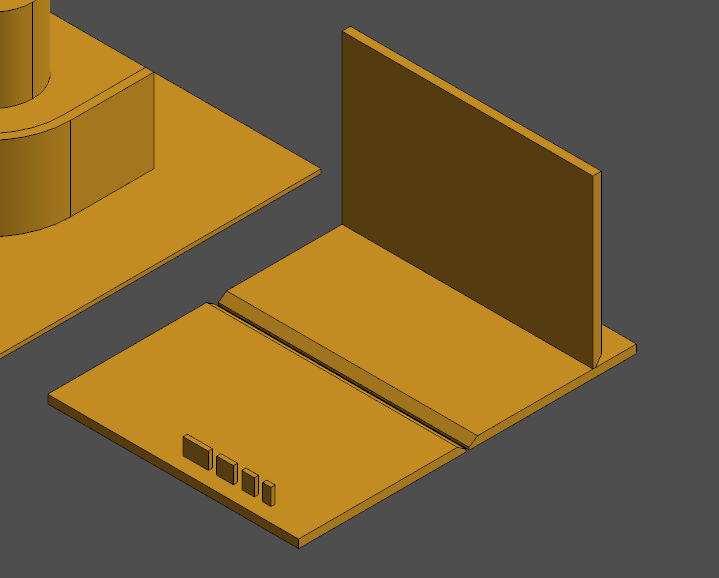
Part 1 from the Assembly Example
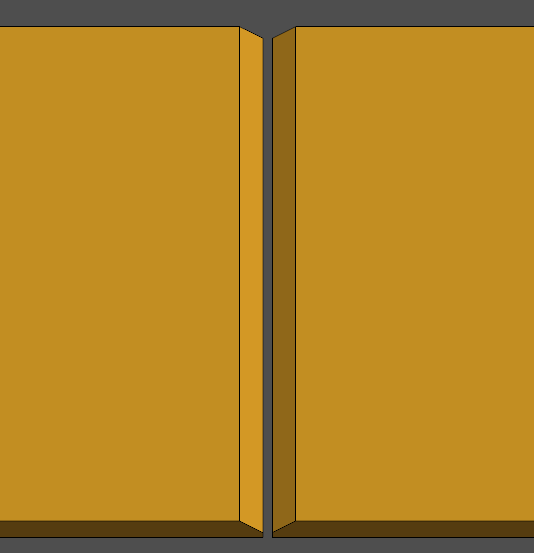
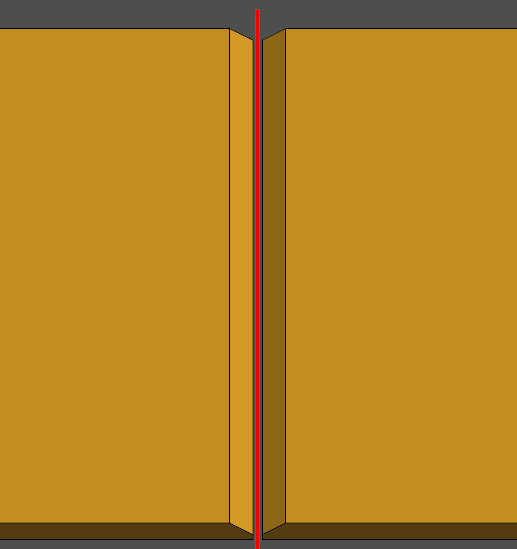
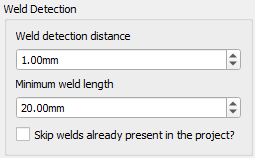
The first value you’ll be adjusting is the “Weld Detection Distance”. Part 1 contains a 2mm spacing directly along its centre. While the “Weld Detection Distance” is set to 1mm, no weld will be identified. However we want a butt weld to be identified along this gap.
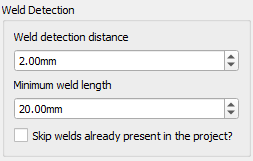
Go and increase this value to 2mm. You will notice that a red line appear along the entire length of the space. You’ve just identified your first weld!
1mm |
2mm |
|---|---|
|
|
|
|
Step 2: Minimum Weld Length
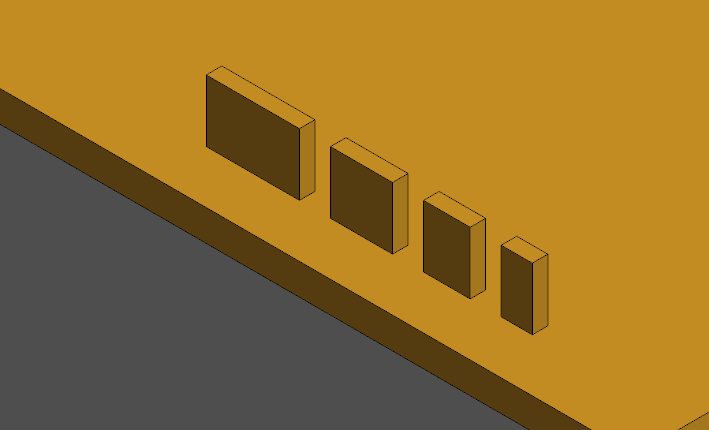
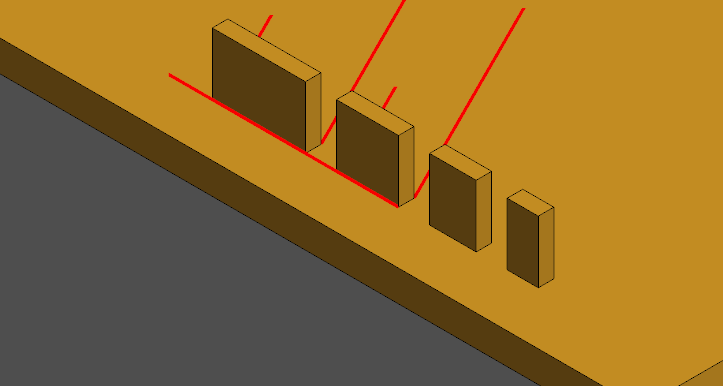
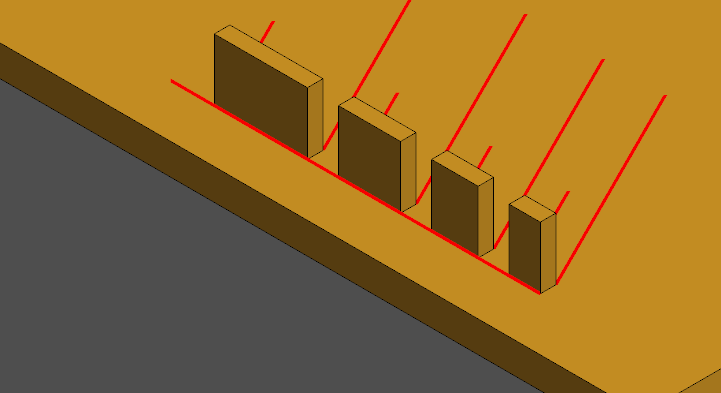
The next and final value you’ll adjust in the “Weld Identification” tab is the “Minimum Weld Length”. Adjust your view to focus on the notches varying in size on part 1.
For a start, notice that no welds are able to be identified for any of the notches. This is because our minimum weld distance is much too high! Decrease this value by 5mm at a time, As you do this, you will start to see more welds being found along each notch.
Minimum Weld Length |
Welds Identified |
Example |
35.0 mm |
No welds identifed |
|
20.0 mm |
Welds identifed on notches 20mm or longer |
|
10.0 mm |
Welds identified on all 4 notches |
|
Note
For the Minimum Weld Length, we suggest you specify a value based on what you want to weld with your robot. For example, shorter welds can be much more suitable for manual tacks if this is how you intend to fix your part for robotic welding.
Before we move onto our next option, we’re going to explore how the Weld Detection Distance can also effect weld prep.
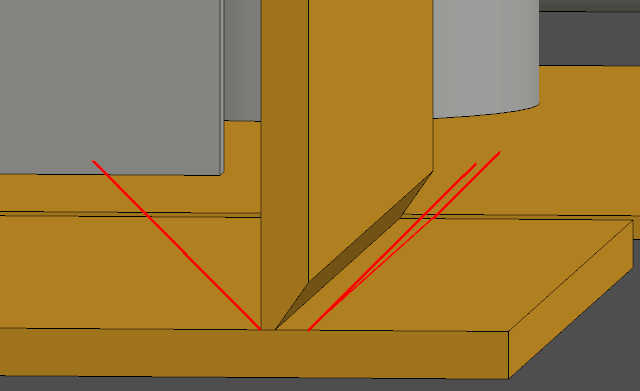
Adjust your view of part 1 to now focus on the vertical plate. The currently identifed weld is pushed directly into the root due to our lower value for Weld Detection Distance.
Let’s gradually increase this value now. As the Weld Detection Distance is increased, we can see the weld begins further out from the root. This may be useful to avoid the influence of small features on the weld path.
Weld Detection Dist |
Example |
5.00 mm |
|
10.00 mm |
|
Step 3: Plug Welds
Next up, you’ll learn about how to identify plug welds. Focus on Part 4 in the assembly for this, select this part from the assembly and click the Identify Welds button.
Part 4 from the Assembly Example
Before you can begin to even identify plug weld locations, you’ll have to enable them. Do this by clicking the
Detect Plug Weldsbox. Finally, rotate to the underside of Part 4 where you will be able to see 3 spacings in a line, now you’re ready to see how plug welds are identified.The plug weld’s options are very simple, in fact there is only one value you’ll have to adjust to identify the plug weld locations. This is the “Maximum Plug Weld Spacing” value. Go ahead and set this value to 1.00mm.
You will now notice welds outlining the spacing, however these are not plug welds. Plug welds will always show up as a single line along the centre of the plug weld spacing with perpendicular lines at each end. To see this, set the value to 10mm. Now you have managed to identify a plug weld!
Max Plug Spacing |
Plug Weld or Regular Weld? |
Example |
1.00 mm |
Regular Welds |
|
10.0 mm |
Plug Welds |
|
Step 4: Maximum Immediate Angle Change
You’re now up to the last type of options you’ll be learning about. These options are all about splitting welds at corners and curves. To start, shift the viewer to Part 2. Once you’ve selected and identified Part 2, go ahead and adjust your view to focus on the curved plate in the part’s bottom right corner.
Before we explore these options, let’s set the minimum weld length to 20.00 mm.
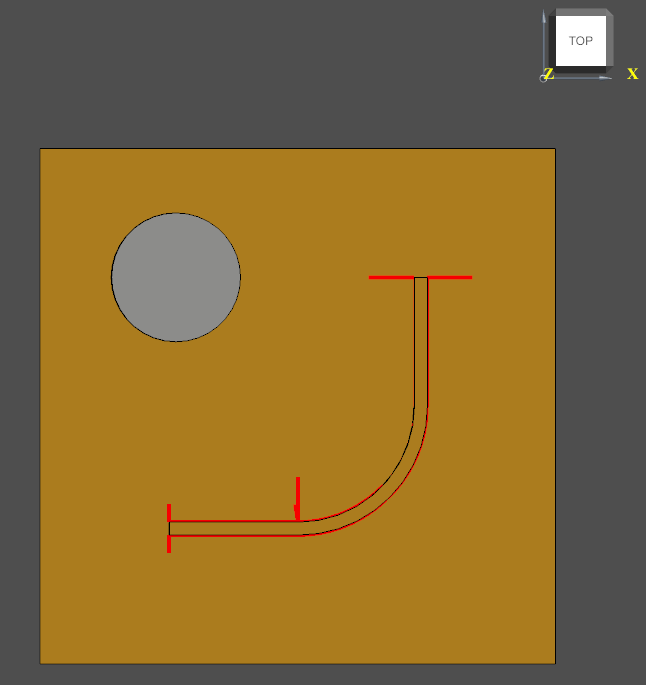
For a start, you will see that the welds only identify along the straights and stop upon reaching the curves or corners. This is because we’ve set the “Maximum Immediate Angle Change” to 0, essentially telling the program to welds are not allowed to change directions. However, we want our welds to go around the corners and along the curves of this plate. Lets go ahead and set the value to 45 degrees.
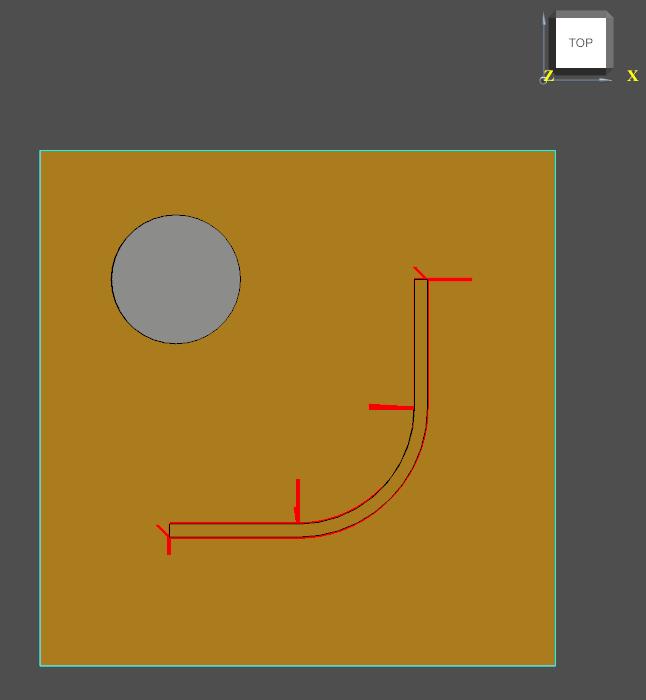
You’ll now see a weld identified along the curves. However, there is still no welds identified around the corners as they are a much sharper turn. We need to increase the “Maximum Immediate Angle Change” once more to 90.
Finally, we have welds identified along the curves and around the corners.
Max Immediate Change |
Welds Identified |
0 |
|
45 |
|
90 |
|
Step 5: Maximum Immediate Angle Change
The final option to explore in this tutorial is the “Maximum Total Angle Change”. This value determines how much a weld can change direction over the total length of the weld.
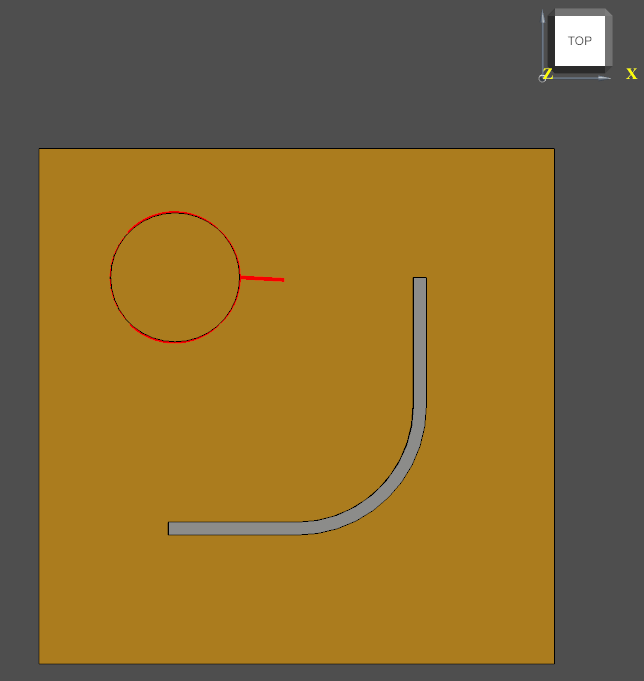
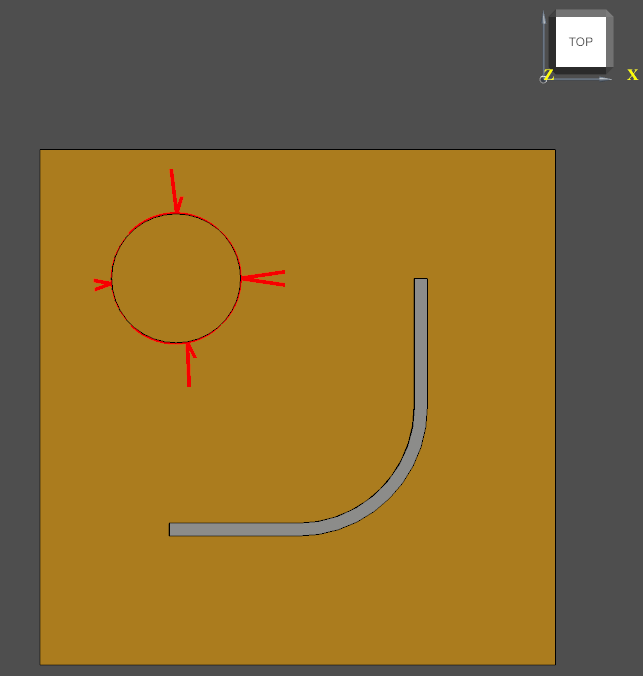
To further understand this, let’s shift our focus onto the cylinder also located on part 2. Let’s set this value to 360 degrees. We can see that a single weld revolving around the base of the cylinder has been identified.
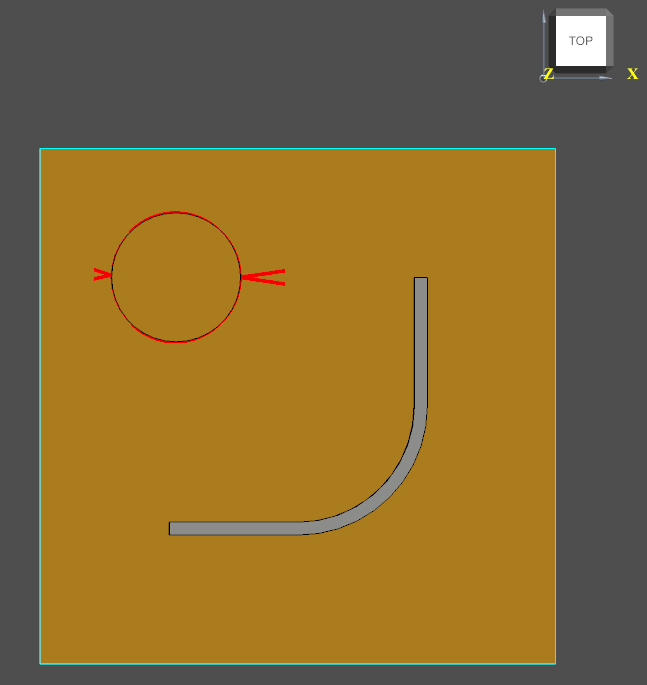
A single weld circular weld may not always be optimal or even possible for your robot to weld however, this is where reducing the “Maximum Total Weld Distance” is extremely useful. To split this weld, let’s start by decreasing this option to 90 degrees.
Upon doing this, you will see in order to completely weld the cylinder base there are now 4 curved welds identified. We can decrease or increase this value to identify the optimal welds best suited to your robot.
Examples of the different values and how they split the circular welds are shown below:
Maximum Angle Change |
Welds Identified for Cylinder Base |
Example |
360 |
1 Weld |
|
180 |
2 Welds |
|
90 |
4 Welds |
|
It is easier to split and trim some welds using weld editing tools. See Weld Editing for more details.
Note
While reducing the “Maximum Total Angle Change” can be useful, make sure it is always larger than the desired “Maximum Immediate Angle Change”, otherwise it will limit the “Maximum Immediate Angle Change”. E.g. A “Maximum Immediate Angle Change” of 90 will be limited to 45 if the “Maximum Total Angle Change” is set to 45.
Step 5: Additional Settings
In addition to all these options used to identify welds, you can set the parts to become opaque after creating the identified welds. Checking this box will adjust all parts to be semi-transparent and allow you to see welds that would regularly have their vision obscured by the parts of the assembly.
Conclusion
Congratulations! You’ve just learnt all about identifying welds and how you can manipulate these options to identify the welds best suited towards your parts. If you wish to explore all these options in greater detail, make sure to read through the Weld Identification page. If you need finer control over the weld paths, you can click “Create Welds” and then select individual part edges, or click “Import Welds” to import them from a CSV spreadsheet.